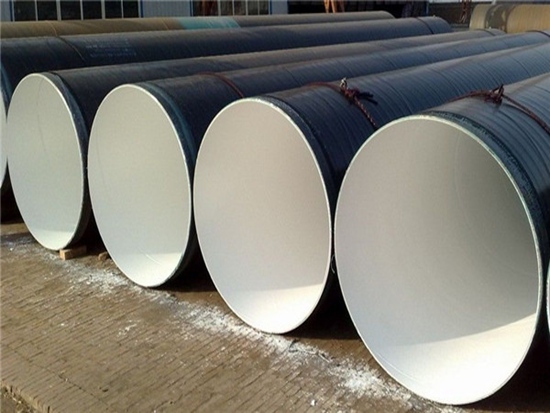
供水管道内外壁防腐螺旋钢管需要根据规范进行严格的招投标,对符合资质的企业报送材料严格审核,并随即取样送实验室审检。三分材料、七分施工已成为防腐业内人士的共识,在保证防腐原材料质量的前提下,防腐质量好坏的关键在于防腐施工过程中的质量控制,质量监控需要做好如下方面:管体表面防腐工序的质量控制作为工业产品,管道出厂前都将进行严格的制造、抽检、验收等步骤。根据不完全统计,防腐管道出厂前的质量合格率一般在99.5%以上,这是由于目前生产防腐管道均已实现表面清洁、喷砂除锈、加热底漆喷涂、胶黏剂及聚乙烯包裹、电火花检测等全自动化作业, 受人为因素影响小,且防腐车间内环境优良,通常防腐质量较高。在此过程中质量控制的要点是派独立的第三方监理或专业防腐检查员全程进行监督检查,加强原材料验收、过程控制及成品检查验收工序的监管。防腐管道中间过程的质量控制.

在防腐管道的运输、堆放和布管工序中,想要保证防腐管道防腐质量最优,需切实做到如下几点:在材料运输过程中的吊装环节,应该使用尼龙吊带或特制吊钩,吊钩与管端、吊带与管子之间必须衬垫胶皮或是柔软材料, 以免吊钩或吊带损坏防腐层。卸载时,严禁滚管、滑管、拖管或摔打,必须使用吊钩或吊带将防腐管轻放在已准备好的细土墩或沙袋上。运输过程中,运管车上必须放置木 质的管支撑和软胶垫,防止防腐管因颠簸碰撞而损坏防腐层。防腐管应离地300 mm 堆放, 以防止底部接触到地表面的水分。堆放层数不应该超过3层, 避免由于管子自重而损坏防腐层。
管道防腐补口、补伤工序的质量控制补口位置表面处理。在喷砂作业前, 应去除钢管表面的灰尘、水分、盐分、油脂等污染物和焊接飞溅。采用砂砾或石英砂对钢管表面进行喷砂处理, 粗糙度达到2等级, 使用粗糙度仪检验是否合格; 另外, 采用盐分计测定氯化盐分的含量, 应小于20mg/m2。热熔收缩套与 3PE防腐层搭接处25 mm 内也应轻微地喷砂清扫, 3PE防腐层应有小于15度的倒角斜面。底漆涂装。补口位置喷砂后,采用火焰预热到50~60,即可进行底漆涂装。要求涂料混合比例正确、搅拌均匀、漆膜厚度涂刷均匀,无漏涂现象。底漆涂装完毕, 应均匀预热到厂商建议的最低温度, 使用红外数字测温仪测量是否合格。热熔收缩带包裹。在规定时间内将收缩套松散环绕于补口上,采用可调节火炬均匀加热收缩套, 以保证收缩套均匀收缩覆盖。加热收缩套时, 应从收缩套中间向外沿圆周加热,直到收缩套完全套在补口上。当胶粘剂从热收缩套边缘挤出时,应使用滚轮适当挤压收缩套,挤去空气和皱纹,特别注意焊缝和搭接区域。据统计,90%以上的收缩套质量问题出现在仰脸位置。因此,施工时应认真、谨慎操作,并重点检查。热熔收缩带受热后, 首先朝管道中心轴线方向收缩,直至与管道外壁完全贴合。此时表面上看,热熔收缩带的收缩已经停止,但实际上,热熔收缩带还在沿着管道纵向滑动收缩, 其宽度减少,这种收缩现象被称为滑移 。为了避免热收缩带收缩时接头出现滑移现象, 通常采用固定片先将热收缩带搭接处黏住,以防止热收缩带收缩时发生滑移。但有时固定片也会脱落,这是由于固定片上的胶粘层与聚乙烯层分离, 失去固定作用。因此应将收缩套接头固定片的位置选择在背阳的一侧, 防止因阳光直射产生高温引起固定片的脱落。修补损伤缺陷时,应严格按照补伤材料厂家提供的说明进行操作。重点控制好补伤片与原防腐层之间的黏合力,以确保补伤质量。
补口防腐完成后,应对收缩套进行外观检查、厚度检查、电火花测试和破坏性试验。外观检查内容:收缩套应光滑、无褶皱、气泡、裂缝、烧伤并紧紧环绕补口和管子外防腐层。使用电火花测漏仪对补口位置进行电火花测试,无针孔为合格。防腐层的破坏性试验是指:从每 50道防腐补口中随机抽取 1道,测试剥离强度。在剥离测试时, 被剥离的区域应被黏合剂覆盖,不能有气泡或裸露金属, 且剥离强度应符合规范要求防腐管在下沟、回填工序的质量控制对于埋地管道下沟前,需铺垫约200mm 厚的细土垫层于管沟底部,并再次对管道外表面进行电火花复检测试,检测有无漏点,发现漏点需及时处置。电火花检漏仪每4h使用直流电压表校准一次。在埋地管道下沟后,同样需使用 200mm 厚的细土包裹于管道,目的是避免原土中较大石块可能对管道造成的损害,然后回填原土。原土回填结束后,同样需要再次进行质量检测与控制,具体为采用地面音频检漏仪对管道整体防腐质量进行测试,发现漏点应及时修补。埋地管道所处环境复杂,在输送高温、高压介质时,管道防腐蚀显得尤为重要。只有加强防腐管道的运输、施工、维护及阴极保护等,才能有效的延缓管道的腐蚀,提高其寿命。
页面版权备注
本文版权归 盛泰钢管 所有;本文共被查阅 627 次。
当前页面链接:https://www.woopipe.com/7449.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!























